
Are you striving for flawless tactile performance and impeccable surface quality in your silicone rubber keypads? At Siliconekeytech, we know that getting those details right hinges on mastering critical molding parameters: clamp pressure, injection speed, and hold pressure (and time). These factors directly influence part dimensions, surface finish, and overall consistency—qualities your end users demand. In this deep dive, we’ll explore how each parameter affects silicone keypad production, address common customer concerns, and share how our advanced molding expertise delivers reliable, high-quality results every time.
Why Mold Parameters Matter for Silicone Keypads
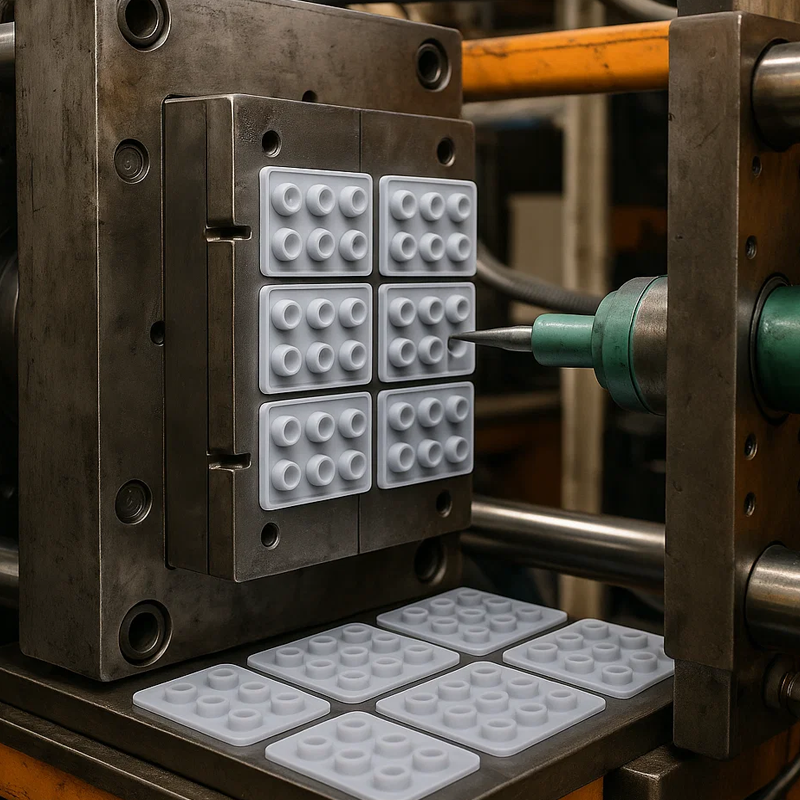
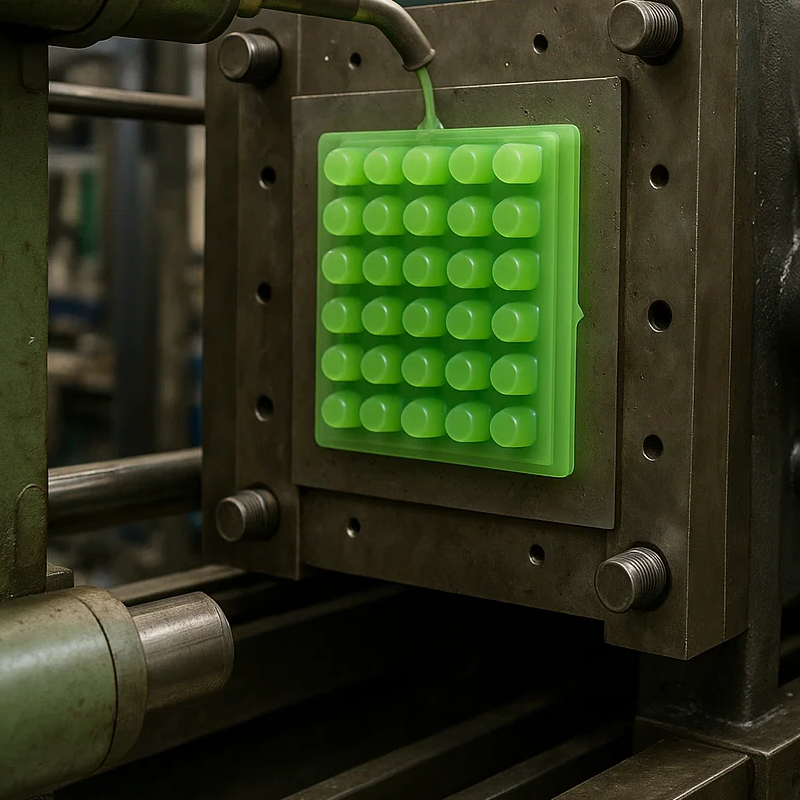
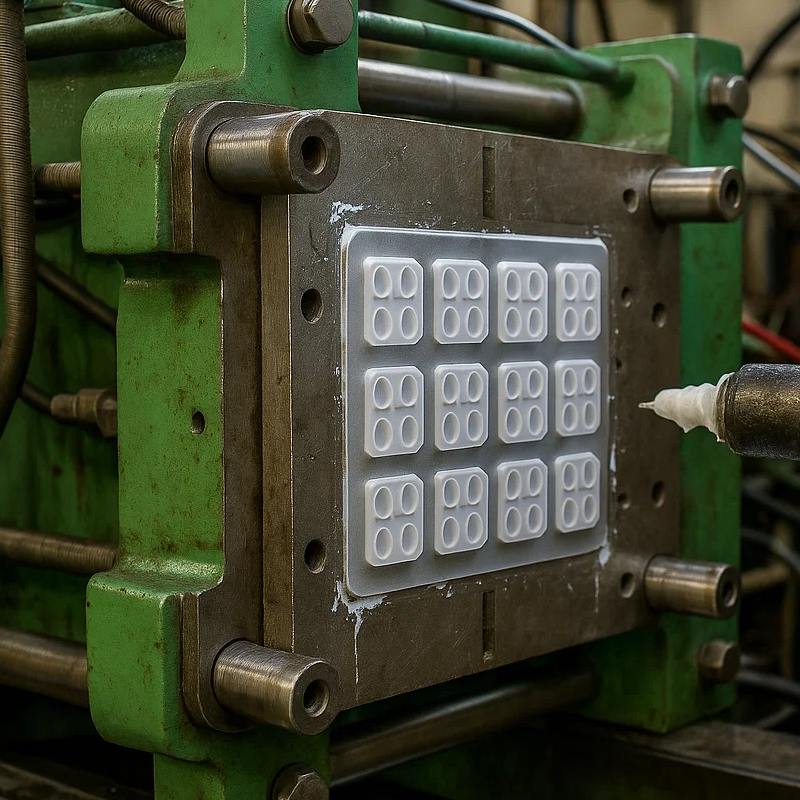
Silicone rubber keypads—used in everything from remote controls to medical devices—must offer precise button actuation, uniform feel, and smooth surfaces without blemishes. Unlike hard plastics, liquid silicone rubber (LSR) requires specialized processing to fill intricate mold cavities, eliminate bubbles, and cure uniformly. Three molding parameters are especially critical:
- Clamp Pressure – The force holding mold halves together during injection
- Injection Speed – The velocity at which liquid silicone is injected into the cavity
- Hold Pressure & Time – The pressure applied after filling to compensate for material shrinkage during cure
Getting these settings optimized ensures your keypads meet dimensional tolerances, exhibit consistent hardness, and present a pristine, bubble-free surface. Let’s examine each parameter in detail.
1. Clamp Pressure: Securing the Mold for Precision and No Flash
Impact on Part Dimensions and Surface Quality
- Insufficient Clamp Pressure: When clamp force is too low, molten silicone can leak between mold halves, causing flash along edges. Flash not only tarnishes surface aesthetics but also leads to post-mold trimming—adding cost and cycle time.
- Excessive Clamp Pressure: Over-clamping can distort the mold, shifting cavity alignments and altering button dimensions or tactile profiles. This can result in inconsistent button travel and uneven feel.
Customer Concerns
- “I’m seeing flash on key edges—what causes it?”
- “My key travel feels uneven across the panel.”
Siliconekeytech’s Solution
We meticulously calculate clamp force based on cavity area and silicone viscosity, ensuring just enough pressure to prevent flash without deforming the mold. Our high-precision injection presses feature real-time clamp monitoring, automatically adjusting force for each cycle to maintain consistent part dimensions and flawless surfaces.
2. Injection Speed: Balancing Fill Time and Shear Heat
Impact on Part Dimensions and Surface Quality
- Low Speed: Slow fill allows the silicone to cure against cooler mold walls before filling completes, leading to short shots or incomplete cavities.
- High Speed: Excessive shear can generate localized heat, causing flow marks, trapped air, or uneven filler migration—marring the surface with streaks or color inconsistencies.
Customer Concerns
- “Why do some keys have flow lines or streaking?”
- “We experience short shots—how can we achieve full cavity fill?”
Siliconekeytech’s Solution
Our engineers use mold-flow simulation to identify optimal fill velocities, balancing shear and fill time. We program injection speed profiles—starting with a rapid fill to prevent short shots, then slowing at the end to reduce surface defects. This controlled approach ensures each keypad emerges with smooth, uniform surfaces and precisely filled features.
3. Hold Pressure and Time: Managing Shrinkage and Sink
Impact on Part Dimensions and Surface Quality
- Insufficient Hold Pressure/Time: As LSR cures, it shrinks slightly. Without adequate hold pressure, this shrinkage creates internal voids, sink marks, or hollow spots—weakening button structure and compromising tactile feel.
- Excessive Hold Pressure/Time: Over-packing the mold can lead to distortion or surface dimpling once the part is ejected and the pressure is released.
Customer Concerns
- “My key tops have dimples or sunken areas after molding.”
- “Buttons feel spongy or hollow.”
Siliconekeytech’s Solution
We conduct rheological testing on each silicone batch to determine precise volumetric shrinkage. Our injection molding machines then apply a calibrated hold pressure profile, maintaining force just long enough to pack out shrinkage without over-compressing. The result? Keypads with full, solid buttons and perfectly smooth surfaces.

Integrating Parameter Control into Robust Process Design
At Siliconekeytech, we don’t treat clamp pressure, injection speed, and hold pressure in isolation. Instead, we integrate them into a holistic process design that includes:
- Design for Manufacturability (DFM): Early collaboration on mold layout, gate locations, and venting to facilitate uniform filling and minimize trapped air.
- Sensor-Based Monitoring: In-mold sensors track cavity pressure and temperature, enabling real-time adjustments to molding parameters.
- Statistical Process Control (SPC): We collect and analyze cycle data to identify trends and preemptively correct deviations before defects occur.
- Automated Tool Maintenance: Scheduled mold inspections and chamber cleaning ensure that tooling remains in peak condition—preserving the effectiveness of molded-in parameters.

Meeting Customer Concerns Head-On
Throughout production, our customers often ask:
- “How do you eliminate bubbles without slowing the cycle?”
We use vacuum-degassed silicone feedstocks and in-mold venting channels, then fine-tune injection and hold profiles to prevent re-entrainment of air. - “Can you maintain tight tolerances across long runs?”
Yes—our closed-loop clamp and injection controls, combined with frequent in-cycle dimensional checks, ensure parts deviate less than ±0.1 mm even after thousands of cycles. - “What about color consistency on keypads with pigments?”
We homogenize pigments in pre-mixed batches and use consistent shear profiles during injection to prevent color separation or streaking.

Partner with Siliconekeytech for Flawless Keypad Production
Optimizing clamp pressure, injection speed, and hold pressure is critical to producing reliable, high-quality silicone rubber keypads. At Siliconekeytech, our advanced molding technology, comprehensive process control, and unmatched expertise ensure your keypads emerge crack-free, bubble-free, and dimensionally precise—cycle after cycle.
Ready to perfect your keypad production? Contact us today at Siliconekeytech for a consultation on process optimization and custom molding solutions. Let’s work together to achieve the flawless surface quality and consistent performance your customers demand.

